

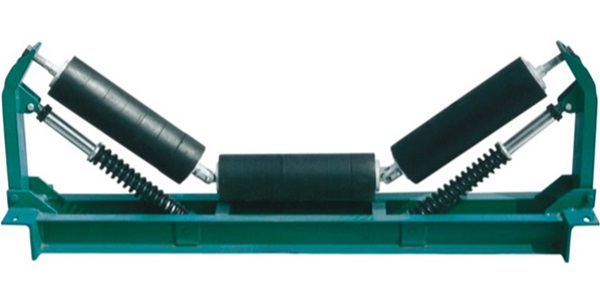
Зроликова групає основним компонентом конвеєра ременя, відповідальним за підтримку конвеєра та зменшення опору запуску. Якість його складання безпосередньо впливає на стабільність, термін служби та експлуатаційний шум конвеєра. Наступні деталі Ключові точки складання груп роликів із чотирьох вимірів: попередня підготовка, процес основного складання, для забезпечення стандартизованого та ефективного процесу складання.
1. Попередня підготовка: закладіть основу і уникайте ризиків
Перед складанням три основні завдання - "огляд матеріалу, підготовка інструментів та очищення навколишнього середовища" - повинні бути виконані, щоб уникнути переробки або якості небезпек, спричинених попередніми упущеннями.
1.1 Підрахунок матеріалів та перевірки якості
● Перевірте основні компоненти роликової групи по черзі: ролики (включаючи роликові тіла, корпуси підшипників, підшипники та масляні ущільнювачі), кронштейни, вали, кріплення (болти, гайки, шайби) тощо. Переконайтесь, що кількість відповідає малюнкам, без відсутності або неправильних деталей.
● Якісний скринінг ключових компонентів:
◆ Корпус роликів: Ніяких ударів, деформації або іржі на поверхні; Доступна рівномірна товщина стінки (точкова перевірка з супортром); Корпуси підшипника на обох кінцях міцно зварені (немає помилкового зварювання чи тріщин).
◆ Підшипники: гнучке обертання без заклинання або ненормального шуму; неушкоджені кришки ущільнення (для запобігання потрапляння пилу та олії); Моделі відповідають кресленням (наприклад, підшипники з глибоким канавкою 6204, 6205).
◆ Кронштейни: матеріал відповідає вимогам (переважно Q235 сталі); Ніяких задирок або деформації на зварювальних з'єднаннях; Точне положення кріпильних отворів (діаметр отвору відповідає болтам, з помилкою ≤ 0,5 мм).
1.2 Підготовка інструменту та допоміжного матеріалу
● Основні інструменти: крутний ключ (критичний для забезпечення крутного моменту затягування болта відповідає стандартам), регульований гайковий ключ, гайковий ключ геканта, суппортер (для вимірювальних розмірів), датчика відчуттів (для вимірювальних прогалин), гумовий молоток (щоб уникнути пошкоджень компонентів від жорсткого стука), інструментів для встановлення в інстанції).
● Допоміжні матеріали: жир (відповідність підшипникам, такими як жир на основі літію № 2, що використовується для змащення підшипників), інгібітор іржі (розпорошені на зварювальні з'єднання кронштейнів після складання), очисна тканина (для витирання плям нафти та пилу на компонентах).
1.3 Вимоги до середовища складання
● Сайт повинен бути плоским і сухим, уникаючи вологого середовища (для запобігання іржі компонентів) та запилених середовищ (щоб запобігти потраплянню домішок у підшипники).
● Закрийте захисні прокладки (наприклад, гумові прокладки, дерев’яні дошки), щоб запобігти подряпинам на роликове тіло, спричиненому прямим контактом з землею.
2. Процес основного складання: працюйте послідовно та забезпечуйте точність
Асамблеяроликова групаслід дотримуватися послідовності "спочатку зібрати валиковий блок → потім зібрати кронштейн → нарешті виправити та перевірити". Точність повинна контролюватися на кожному кроці, щоб уникнути нерівності компонентів.
Крок 1: Асамблея ролика (серцевина ядра)
У роликове блок є "блок виконання" роликової групи, що складається з роликового корпусу, підшипників, валу та масляного ущільнення. Під час складання зосередьтеся на забезпеченні "гнучких підшипників та надійної герметизації".
1.1 Асамблея підшипників та корпусів підшипників
По -перше, нанесіть невелику кількість жиру до внутрішньої стінки корпусу підшипника (тонкий шар, що покриває внутрішню стінку, достатньо; надмірна мастила може призвести до нагрівання підшипника).
● Використовуйте прес, щоб плавно притиснути підшипник у корпус підшипника (точка застосування сили знаходиться на зовнішньому кільці підшипника; натискання внутрішнього кільця заборонено). Переконайтесь, що між підшипником та корпусом підшипника немає розриву (огляд з датчиком, з проміжком ≤ 0,05 мм).
● Встановіть масляне ущільнення: вбудуйте масляне ущільнення (в основному ущільнювача з подвійним ліжком) у канавку корпусу підшипника. Переконайтесь, що масляне ущільнення щільно кріпиться до зовнішнього кільця підшипника без відхилення (для запобігання витоку жиру або введення пилу під час роботи).
1.2 Збірка валу та роликового корпусу
● Пройдіть вал (з гладкою поверхнею і без пупків) через внутрішнє кільце підшипника на одному кінці тіла ролика і обережно натисніть його на внутрішнє кільце підшипника на іншому кінці. Переконайтесь, що вал повністю прикріплений до внутрішнього кільця підшипника (без розпусності).
● Тест на обертання роликового корпусу: обертайте роликове тіло вручну; Він повинен гнучко обертатися без заклинання або ненормального шуму, а інерція обертання повинна бути рівномірною (жодне "заїкання почуття"). Якщо є заклинання, розбирайте і перевірте, чи встановлено підшипник у зворотному напрямку, чи є домішки.
Крок 2: Збірка роликового блоку та кронштейна
Кронштейн - це "опорна рамка" роликової групи. Необхідно забезпечити точне положення роликового блоку на кронштейні, щоб уникнути відхилення конвеєра.
2.1 Розташування роликового блоку
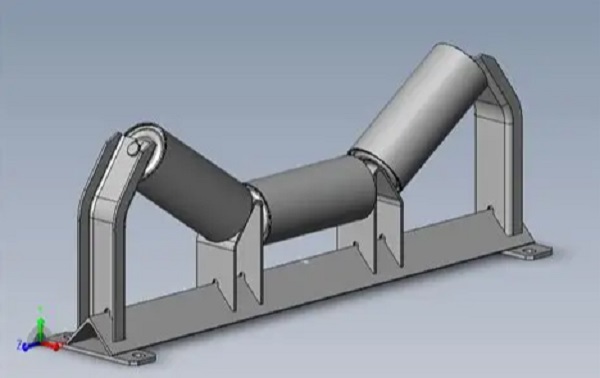
● Відповідно до вимог креслень, розмістіть зібрані роликові блоки (одна група роликів зазвичай містить 2-5 роликових блоків; наприклад, "паралельна група роликів" містить 3 одиниці, а "група роликів-жолобів" містить 2 бічні валики + 1 середній ролик) у крізь пази.
● Особлива увага повинна бути приділена групі роликових роликів: кут між бічними валиками та середнім валиком (як правило, 30 °, 35 °, 45 °, згідно з вимогами до креслення) слід вимірювати за допомогою кутової лінійки, з помилкою ≤ 1 ° (відхилення кута спричинить нерівну силу на конвеєрі, що легко веде до відхилення).
2,2 кріплення болта
● Пройдіть болти через кріпильні отвори кронштейна та отвори для корпусу підшипника роликового блоку, надягайте на шайби (плоска шайба + пружина, щоб запобігти розпушуванню) і спочатку затягніть гайки вручну.
● Використовуйте гайковий ключ, щоб затягнути болти відповідно до крутного моменту, зазначеного на малюнках (наприклад, крутний момент для болтів M10 зазвичай 25-30n · м, а для болтів M8-15-20n · м). Надмірний крутний момент (який може спричинити поломку болта) або недостатній крутний момент (який може спричинити послаблення під час роботи) заборонено.
● Послідовність затягування: Затягніть симетрично (наприклад, 4 болти слід затягнути в "діагональній послідовності", щоб уникнути деформації кронштейна).
Крок 3: Загальна перевірка та коригування
Після складання проведіть загальну перевірку, щоб своєчасно виправити відхилення:
● Використовуйте рівень для виявлення нижньої поверхні кронштейна: Переконайтесь, що кронштейн є горизонтальним (горизонтальне відхилення ≤ 0,5 мм/м). Якщо він схильний, відрегулюйте прокладки (покладіть прокладки внизу кронштейна; примусово згинання кронштейна заборонено).
● Перевірте паралелізм роликів: бічні валики коритароликова групаСлід симетрично розподіляти з обох боків середнього валика, з помилкою паралелізму ≤ 0,3 мм/м (виявлення методом винищення мотузки: витягніть пряму лінію на обох кінцях роликів і вимірювати різницю відстані між роликами та прямим).
● Знову обертайте всі валики: Переконайтесь, що всі ролики гнучко обертаються без "індивідуального заклинювання". Якщо є заклинання, розбирайте і перевірте збірку підшипників або валів.












